




Ultra-High Pressure Die with Carbon Fiber Ring
-
摘要: 介绍了一种使用钢环和碳纤维复合材料环共同预紧方式的两面顶超高压模具,该结构在全钢环两面顶模具的基础上,使用一层碳纤维复合材料环代替最外层钢环,得到了一种具有碳纤维复合材料环的超高压模具。这种设计避免了大直径钢环难以制造加工的问题,形成一种以钢环与复合材料环共同对压缸预紧的新型预紧方式。数值分析表明:该模具结构设计具有可行性,可以在一定程度上减小压缸的周向应力、最大剪切应力和等效应力。此外,对碳纤维复合材料环进行了失效判别。Abstract: Our work introduces a double-sided top ultra-high pressure die with a steel ring and a carbon fiber composite ring preloading together. Compared with the double-sided top die of the full steel ring, a layer of carbon fiber composite material ring instead of the outermost steel ring is used in this new structure, which overcomes the challenges of manufacturing and processing large-diameter steel rings and makes a new mutual pre-tightening method, in which steel rings and composite material rings are used to pre-tighten the cylinder. Based on the numerical analysis, the mold structure is proved feasible, and it is further indicated that this structure can reduce the circumferential stress, maximum shear stress and equivalent stress of the cylinder to a certain extent. In addition, the failure of the carbon fiber composite ring is also identified in this work.
-
Key words:
- composite material ring /
- ultra-high pressure die /
- pre-tighten /
- failure identification
-
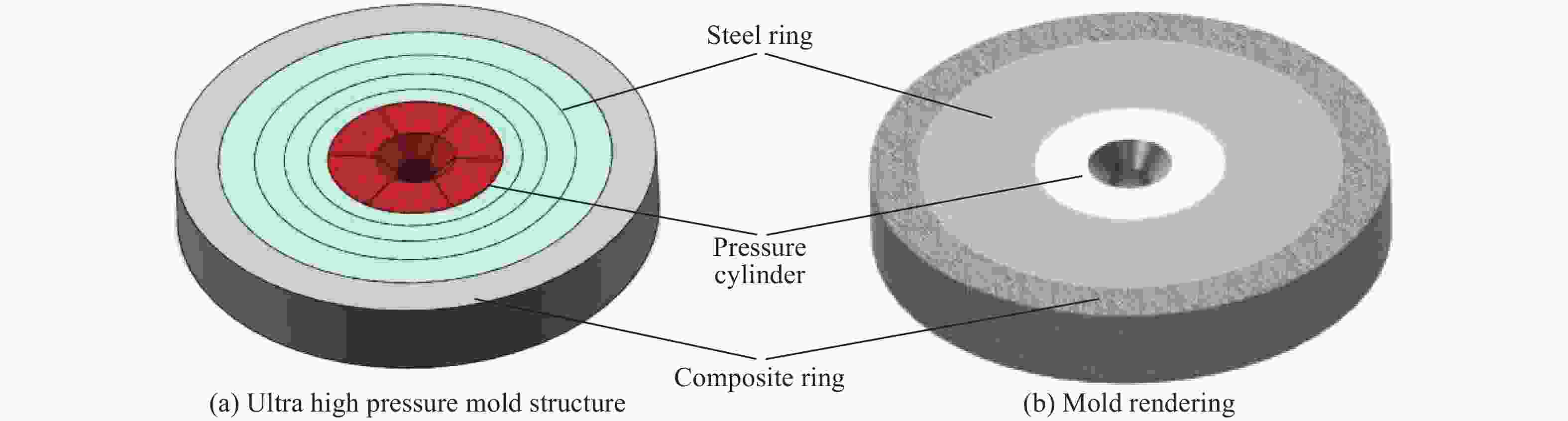
图 2 具有碳纤维复合材料环的超高压模具
Figure 2. Ultra-high pressure mold with carbon fiber composite ring
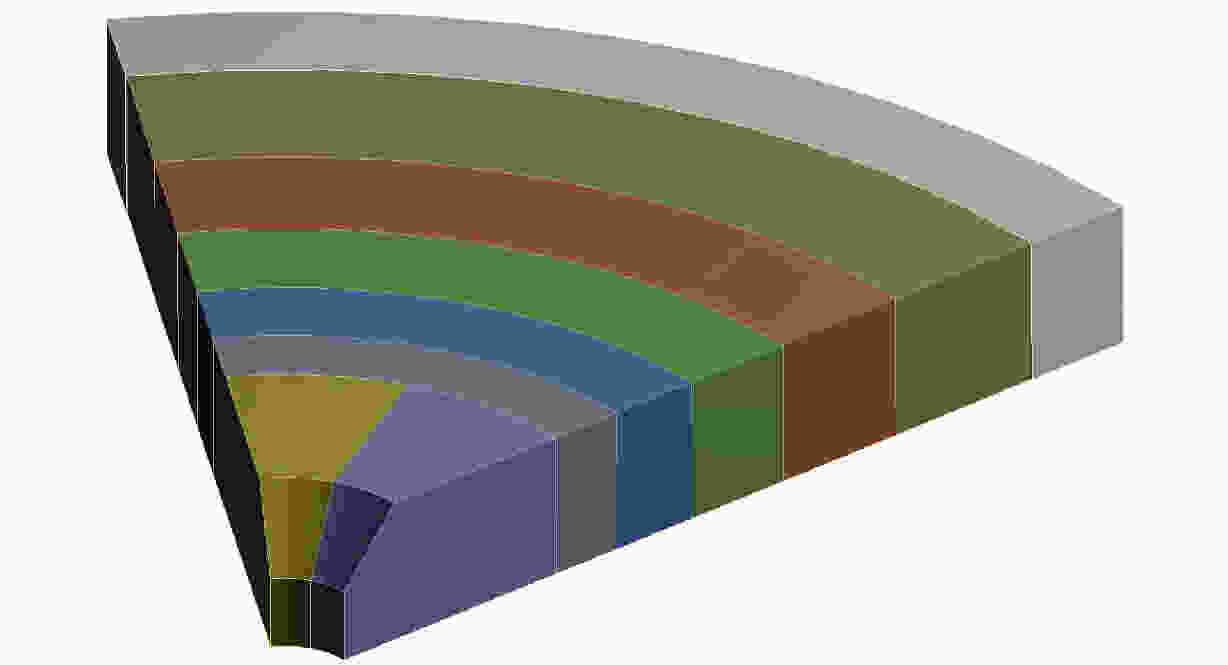
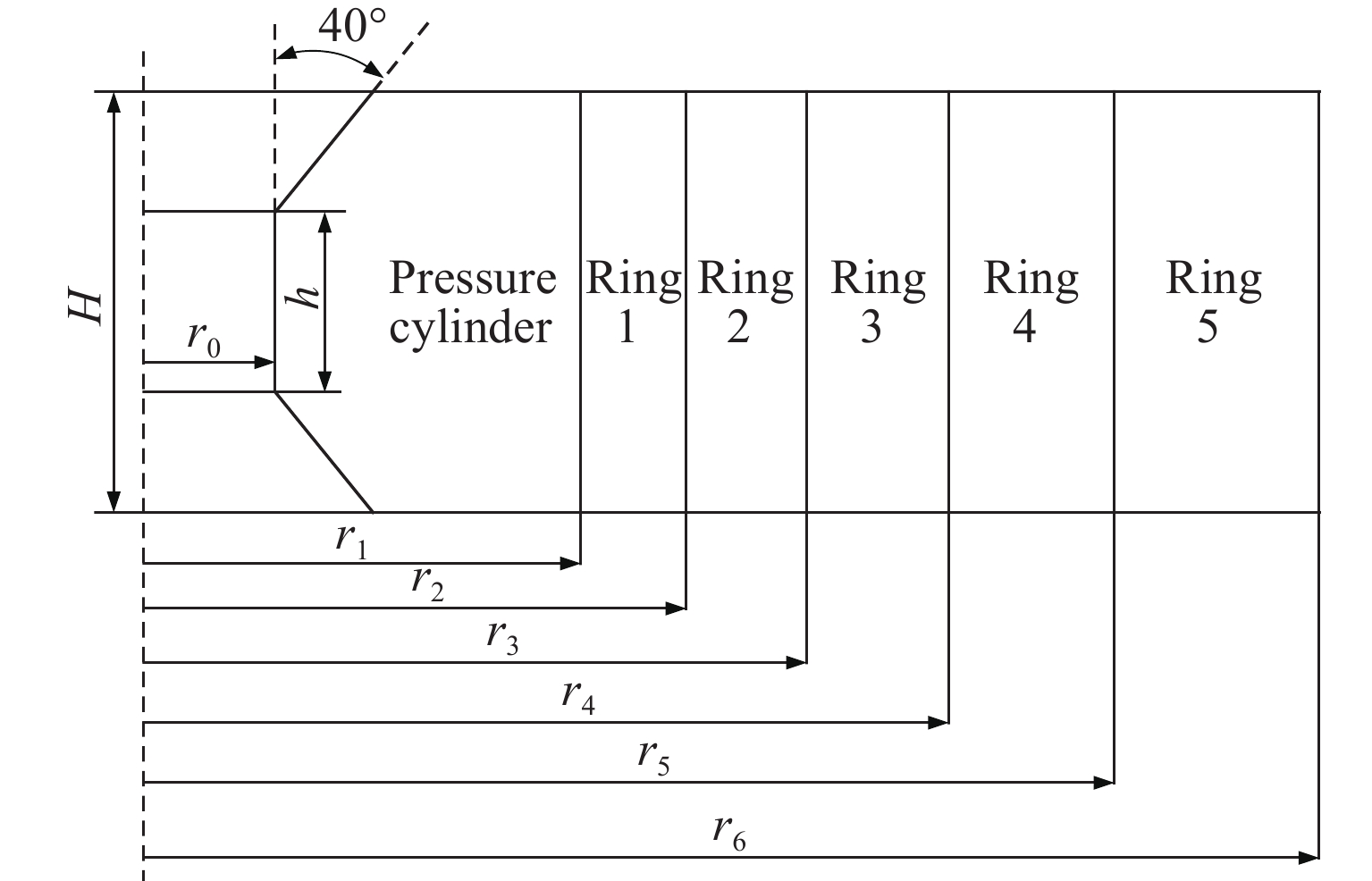
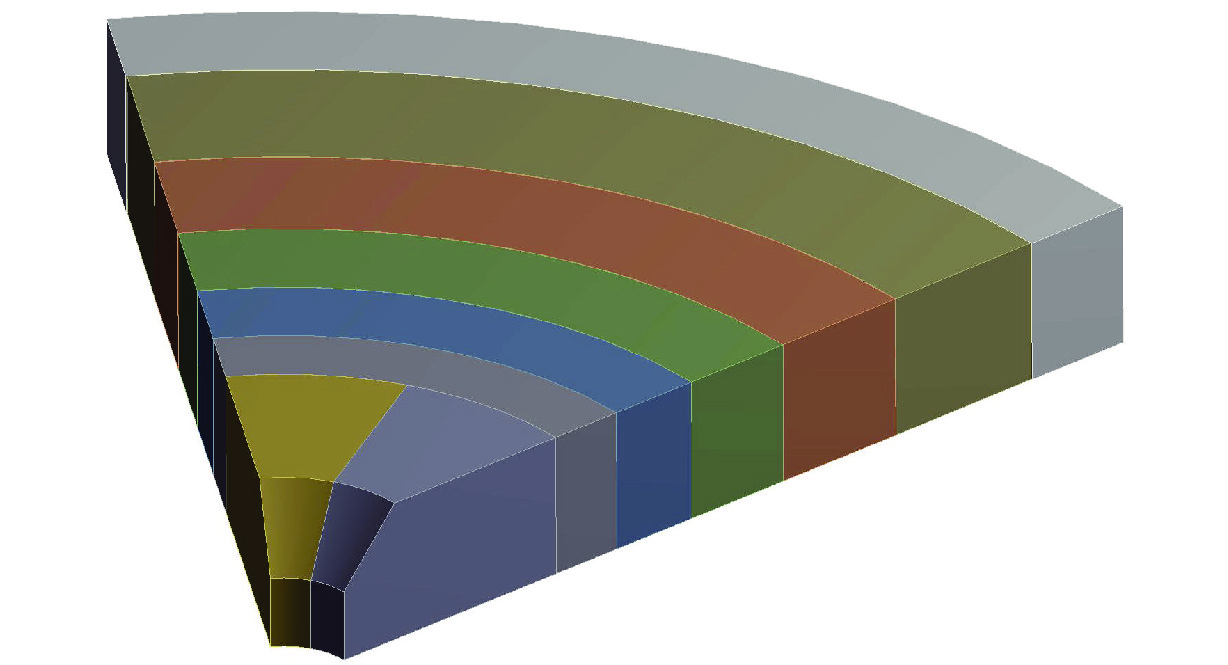
图 9 外加保护层的超高压模具1/4模型
Figure 9. 1/4 model of ultra-high pressure mold with protective layer
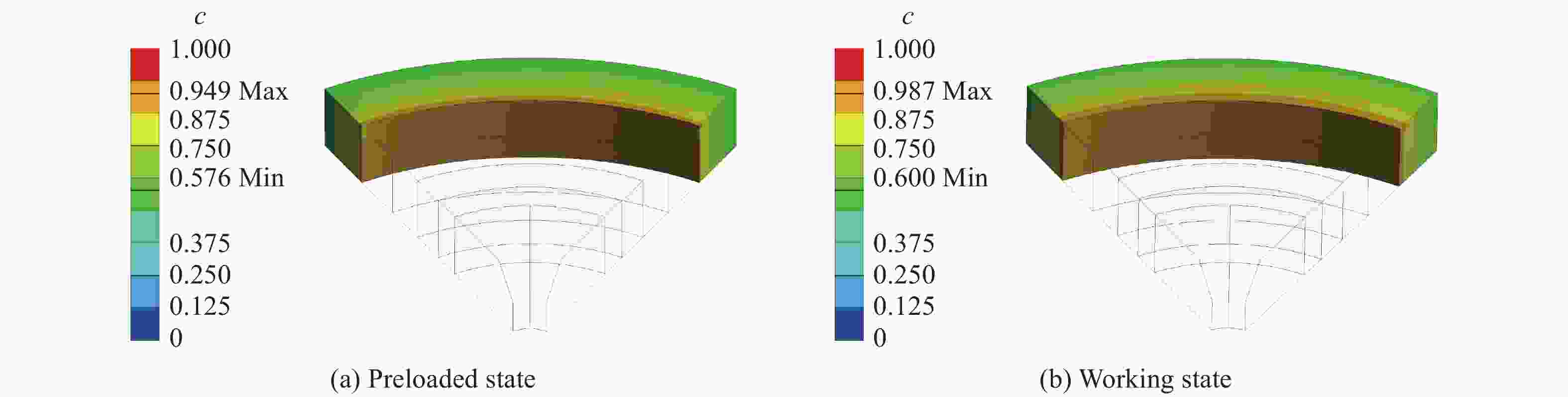
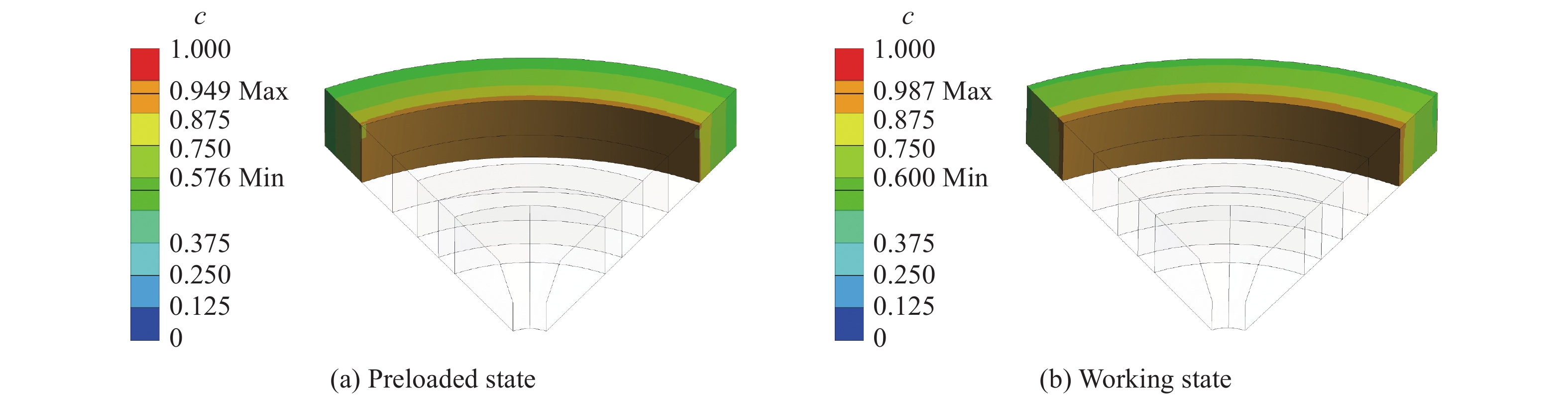
图 10 复合材料环的逆储备系数分布
Figure 10. Distribution diagram of inverse reserve coefficient of composite ring
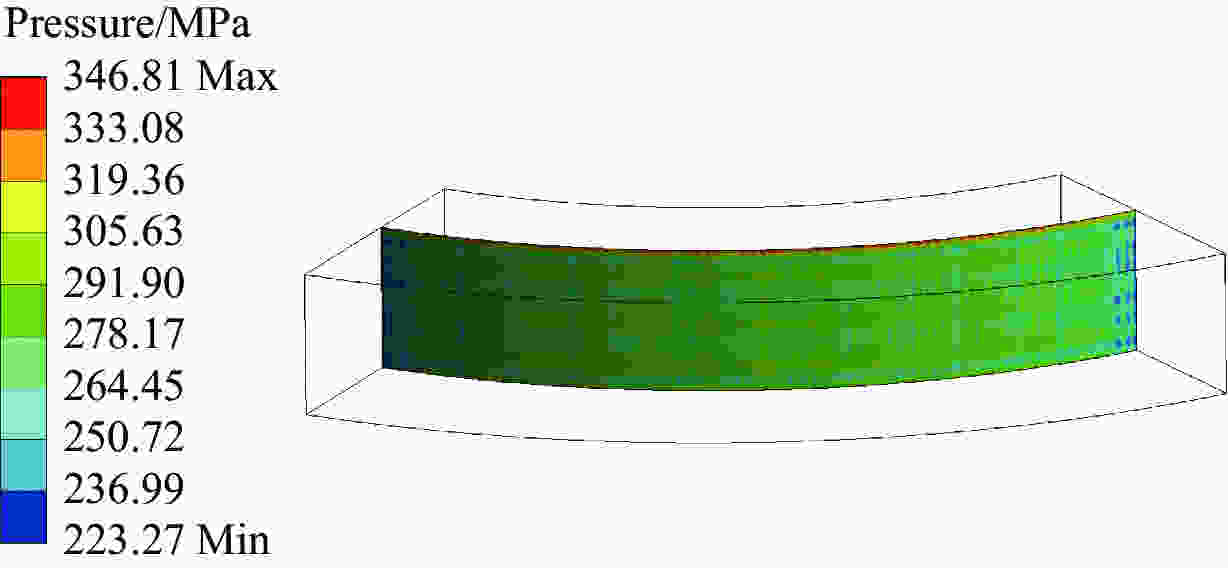
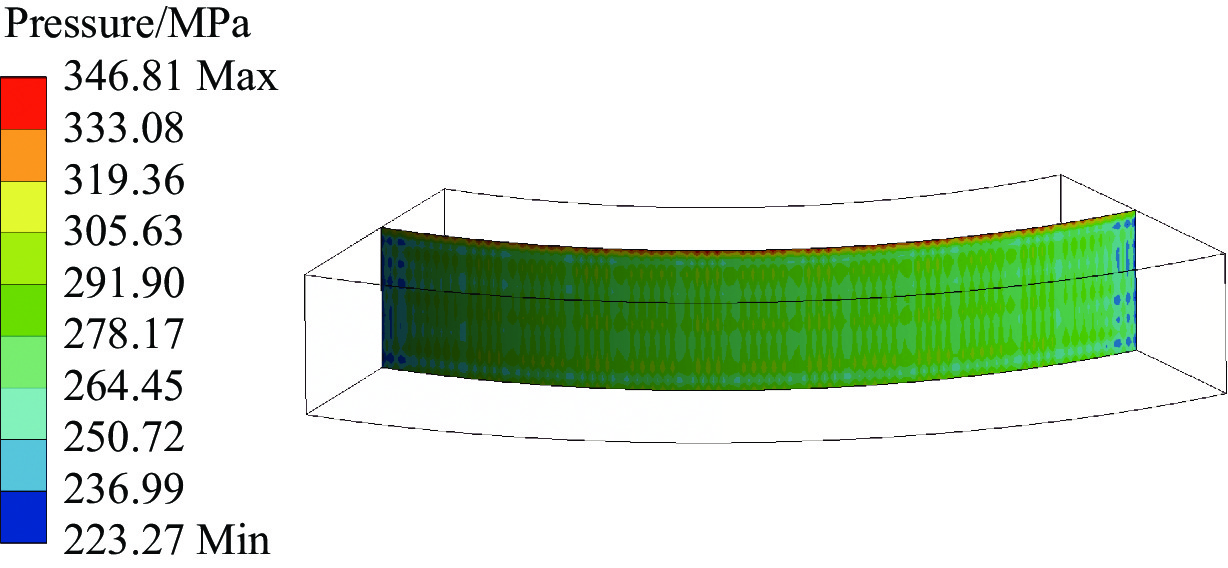
图 11 第4层与第5层支撑环的接触面压力
Figure 11. Contact surface pressure of the fourth and fifth layers of support rings
Material $\,\rho{_{_0} }$/(g·cm−3) E/GPa $\,\mu $ Failure strength/GPa ${\sigma _{\rm{c}}}$/GPa YG8 14.60 578 0.22 6.2 3.25 45CrNiMoVA 7.83 210 0.29 1.6 0.80 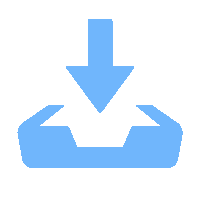 下载: 导出CSV
下载: 导出CSV
Ex/GPa Ey/GPa Ez/GPa $\,\mu $xy $\,\mu $yz $\,\mu $xz 231.4 13.2 13.2 0.28 0.25 0.28 Gxy/GPa Gyz/GPa Gxz/GPa ft,x/MPa ft,y/MPa ft,z/MPa 9.17 5.00 9.17 1731.0 66.5 66.5 fc,x/MPa fc,y/MPa fc,z/MPa $\,\sigma $c,xy/MPa $\sigma $c,yz/MPa $\sigma $c,xz/MPa −1379.0 −268.2 −268.2 133.8 100.0 133.8
下载: 导出CSV
-
[1] 林峰. 超硬材料的研究进展 [J]. 新型工业化, 2016, 6(3): 28–52. doi: 10.19335/j.cnki.2095-6649.2016.03.006LIN F. Research progress for superhard materials [J]. The Journal of New Industrialization, 2016, 6(3): 28–52. doi: 10.19335/j.cnki.2095-6649.2016.03.006 [2] 刘建设, 王飞山. 两面顶和六面顶压机在高温高压合成中的特点及对比分析 [J]. 金刚石与磨料磨具工程, 2012, 32(5): 31–34.LIU J S, WANG F S. Ultra-high pressure device of belt type press and cubic press and their properties in high temperature and high pressure synthesis [J]. Diamond & Abrasives Engineering, 2012, 32(5): 31–34. [3] 程敏. 试论我国人造金刚石工业的现状与未来 [J]. 企业技术开发, 2012, 31(26): 36–37. doi: 10.3969/j.issn.1006-8937.2012.09.016 [4] 王鹏, 王强, 蔡冬梅, 等. Belt型两面顶模具温度场和应力场有限元分析及钢带缠绕数值模拟初探 [J]. 人工晶体学报, 2008, 37(2): 493–499.WANG P, WANG Q, CAI D M, et al. Finite element analysis of temperature and stress fields of belt-type apparatus and preliminary studies on numerical simulation of steel-strip winding model [J]. Journal of Synthetic Crystals, 2008, 37(2): 493–499. [5] 刘志卫. 多层交错剖分式超高压模具设计及其数值模拟 [D]. 长春: 吉林大学, 2014: 38–42.LIU Z W. Design and simulation of multilayer stagger-split type ultrahigh pressure die [D]. Changchun: Jilin University, 2014: 38–42. [6] 王伯龙, 李明哲, 刘志卫, 等. 新型切向分块式两面顶超高压模具 [J]. 高压物理学报, 2019, 33(1): 013102. doi: 10.11858/gywlxb.20180595WANG B L, LI M Z, LIU Z W, et al. A novel tangential split-belt ultrahigh pressure apparatus [J]. Chinese Journal of High Pressure Physics, 2019, 33(1): 013102. doi: 10.11858/gywlxb.20180595 [7] 杨云飞. 压缸切向剖分式超高压模具的研究[D]. 长春: 吉林大学, 2016.YANG Y F. Research on tangential split cylinder of ultrahigh pressure die [D]. Changchun: Jilin University, 2016. [8] 任明法. 具有金属内衬复合材料缠绕结构成型和使用过程的一体化分析 [D]. 大连: 大连理工大学, 2006: 76–102.REN M F. Integrated analysis of filament wound composite structure with metal liner during manufacture and service periods [D]. Dalian: Dalian University of Technology, 2006: 76–102. [9] 王伯龙. 预紧式多层交错剖分超高压模具研究[D]. 长春: 吉林大学, 2016.WANG B L. Research on prestressed multilayer stagger-split ultrahigh pressure die [D]. Changchun: Jilin University, 2016. -

 下载:
下载:



 点击查看大图
点击查看大图
图(11) / 表(2)
计量
- 文章访问数: 7297
- HTML全文浏览量: 3622
- PDF下载量: 21
