




Aluminum/Steel Composite Pipe by Explosion Expansion
-
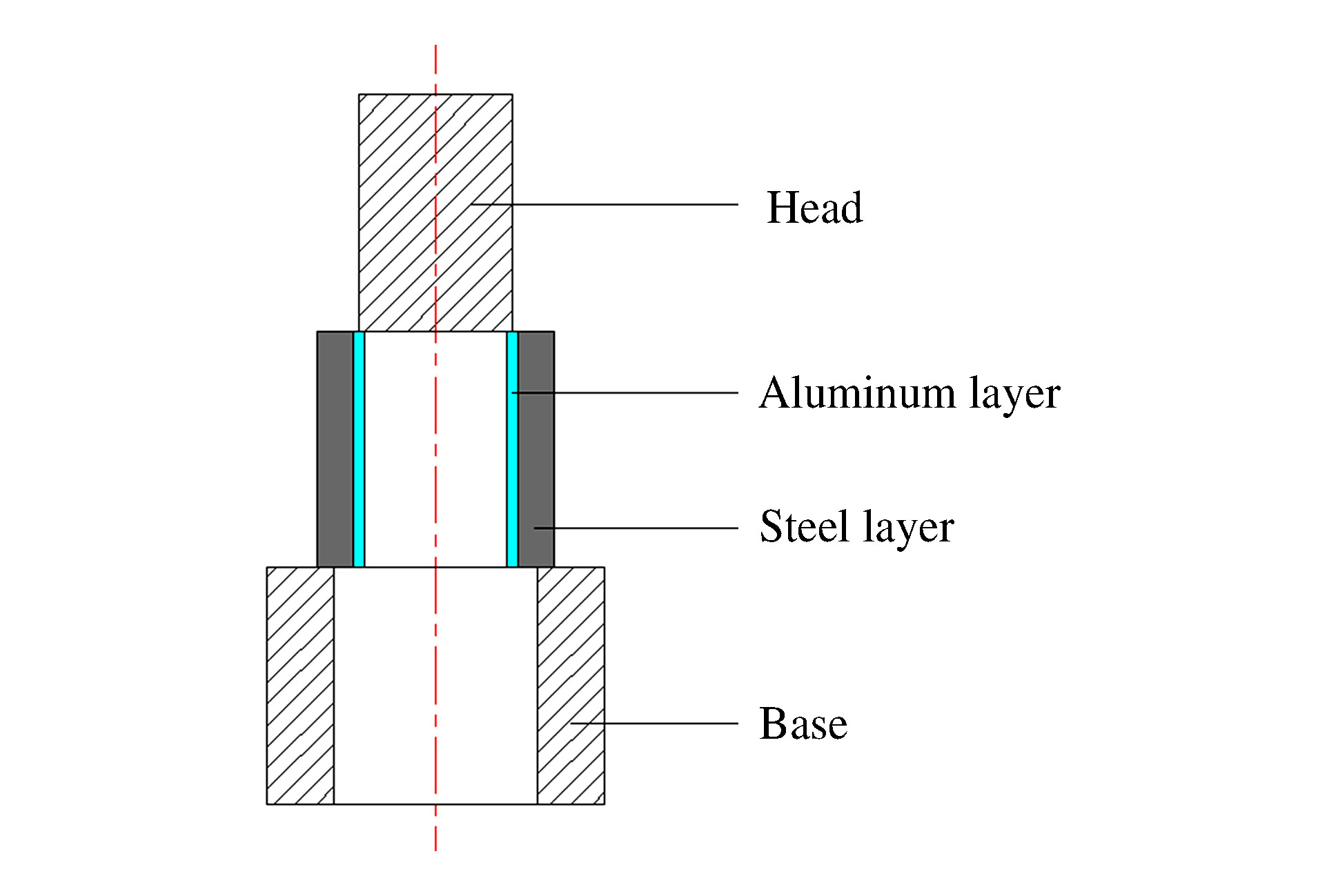
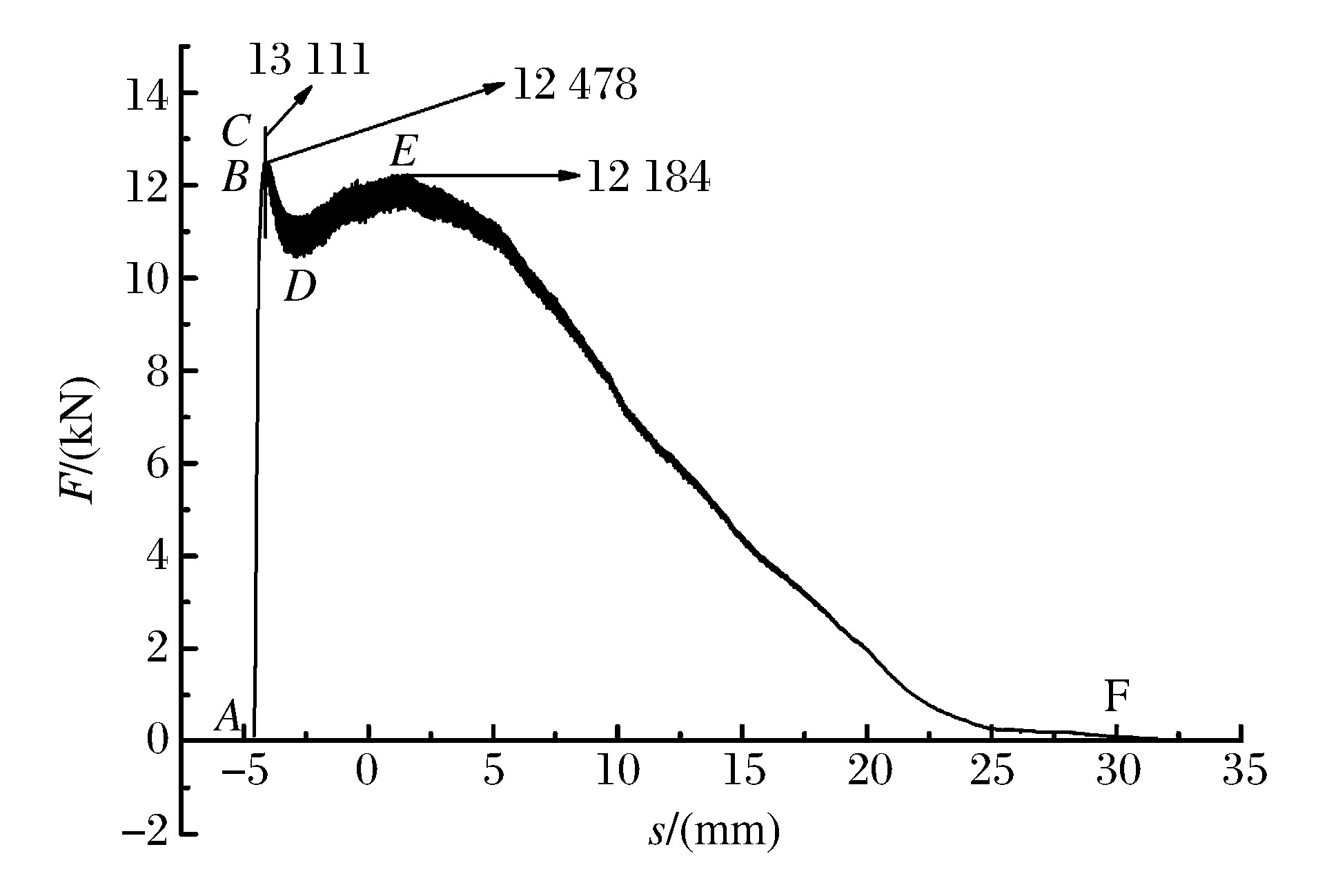
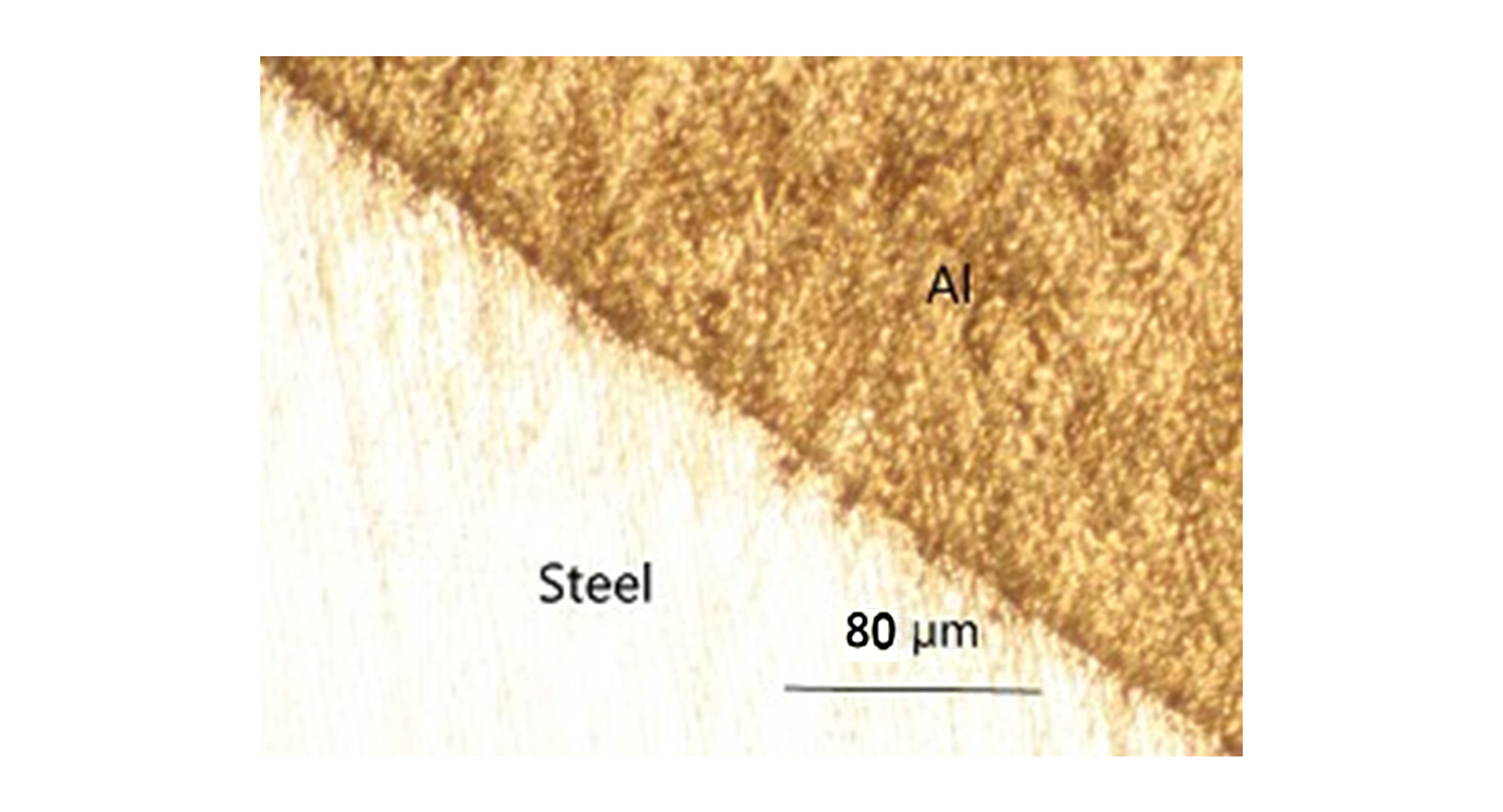
摘要: 为了得到一种兼具优良力学性能和优异防腐特性的复合管,结合一种高爆速爆炸纤维,利用水作为传压介质,爆炸胀接得到铝/钢复合管。经超声波探伤检测其贴合率达到100%,径向形变率仅为0.65%,弯曲度为0.12%。利用809MTS万能实验机对长径比为1:1的复合管试样进行了压剪试验,得到了位移-力曲线,计算得到结合强度为3.27 MPa,高于建筑和石化行业规定的0.2和0.5 MPa最小值。金相实验显示,铝/钢结合界面良好,未出现界面局部过熔现象,发生了铝层与钢层的相互扩散现象。Abstract: In the present study we fabricated Al/Steel composite by explosive expansion in order to obtain a composite pipe with both good mechanical properties and fine anticorrosion properties. In our fabrication a metal detonation cord with high a detonation velocity was used as the energy source, and the water was used as the pressure medium. The ultrasonic inspection of the fabricated product shows that the binding rate, the radial deformation rate and the bending percentage of the composite pipe are 100%, 0.65% and 0.12% respectively. The compression-shear and metallographic tests were also performed to characterize the composite pipe, and the results are as follows: the bonding strength is 3.27 MPa, higher than the officially required minimum value in the construction industry and the petrochemical industry. In addition, the bonding interface is flat and smooth, without evidence of any partial over-melting occurring, and the inter-diffusion between Al and steel is found to have occurred.
-
Key words:
- explosive expansion /
- pressure medium /
- bonding strength /
- micro-morphology
-
表 1 材料的规格
Table 1. Specifications of materials
Material Length/(mm) Diameter/(mm) Thickness/(mm) Straight/(mm) Q235 Steel 600 38 3 ≤1 1060 Aluminum 650 30 1 ≤1  下载: 导出CSV
下载: 导出CSV
表 2 材料的主要力学性能
Table 2. Main mechanical properties of materials
Material Density/
(kg/m3)Yield strength/
(MPa)Strength limit/
(MPa)Elongation/
(%)Possion
ratioElasticity modulus/
(GPa)Q235 Steel 7 850 225 420 25 0.26 206.0 1060 Aluminum 2 710 75 124 25 0.33 68.9
下载: 导出CSV
表 3 爆炸纤维的规格和成分
Table 3. Specifications and component of the metal detonating cord
Surface Materials Diameter/(mm) Linear density/(g/m) RDX/(%) Paraffin/(%) 1070 Aluminum 3 4 85 15
下载: 导出CSV
-
[1] 郑远谋.爆炸焊接和爆炸复合材料的原理及应用[M].长沙:中南大学出版社, 2007.ZHENG Y M.Explosive welding and metallic composite and the engineering application[M].Changsha:Central South University Press, 2007:18-20. [2] DOBIS J D, CHAKRAVARTI B.Clad piping components for refinery applications[J].Materials Performance, 1997, 36(7):29-35. http://www.osti.gov/scitech/biblio/512020 [3] MAHIEU J, MAKI J, DE COOMAN B C, et al.Development of an aluminized multi-phase steel with dual phase properties for high temperature corrosion resistance applications[J].Steel Res Int, 2003, 74(4):225-230. doi: 10.1002/srin.2003.74.issue-4 [4] SOLIMAN H M, MOHAMED K E, ABD El-Azim M E, et al.Oxidation resistance of the aluminide coating formed on carbon steels[J].J Mater Sci Technol, 1997, 13:383-388. [5] 郭训忠, 陶杰, 孙显俊, 等.爆炸焊接316L不锈钢/Al复合管的界面及性能研究[J].南京航空航天大学学报, 2010, 42(5):641-644. doi: 10.3969/j.issn.1005-2615.2010.05.019GUO X Z, TAO J, SUN H Q, et al.Investigation on interface and performance of explosive welded SS316L/Al clad tube[J].Journal of Nanjing University of Acronautics & Astronautics, , 2010, 42(5):641-644. doi: 10.3969/j.issn.1005-2615.2010.05.019 [6] UKAI S, FUJIWARA M.Perspective of ODS alloys application in nuclear environments[J].J Nucl Mater, 2002, 307:749-757. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=66b4cd5bb2dd0d20a3a9b600bac81bdc [7] CHEN J, JUNG P, POUCHON M A, et al.Irradiation creep and precipitation in a ferritic ODS steel under helium implantation[J].J Nucl Mater, 2008, 373(1):22-27. http://www.sciencedirect.com/science/article/pii/S0022311507007283 [8] OHTSUKA S, UKAI S, SAKASEGAWA H, et al.Nano-mesoscopic structural characterization of 9Cr-ODS martensitic steel for improving creep strength[J].J Nucl Mater, 2007, 367(1):160-165. http://www.sciencedirect.com/science/article/pii/S0022311507003571 [9] 王建民, 朱锡, 刘润泉.铝/钢爆炸复合界面的显微分析[J].材料工程, 2006(11):36-44. doi: 10.3969/j.issn.1001-4381.2006.11.008WANG J M, ZHU X, LIU R Q, et al.Microanalysis of bonding interfaces of explosive welded aluminum/steel plates[J].Material Engineering, 2006(11):36-44. doi: 10.3969/j.issn.1001-4381.2006.11.008 [10] 梅群, 沈兆武, 周听清.超低能导爆索传爆原理及应用的研究[J].中国工程科学, 2005, 7(6):69-70. doi: 10.3969/j.issn.1009-1742.2005.06.014MEI Q, SHEN Z W, ZHOU T Q.The Study on the detonation transmission rules and application of the super low energy detonting cord[J].Engineering Science, 2005, 7(6):69-70. doi: 10.3969/j.issn.1009-1742.2005.06.014 [11] 恽寿榕, 赵衡阳.爆炸力学[M].北京:国防工业出版社, 2005:220.YUN S R, ZHAO H Y.Explosion mechanics[M].Beijing:National Defense Industry Press, 2005:220. [12] 王宝云, 马东康, 李争显, 等.内爆炸法制备铝/不锈钢细长双金属复合管的研究[J].焊接, 2005(9):54-57. doi: 10.3969/j.issn.1001-1382.2005.09.015WANG B Y, MA D K, LI Z X, et al.Research of producing Al/Strainless steel thin walled clad tube by interior explosion welding[J].Welding & Joining, 2005(9):54-57. doi: 10.3969/j.issn.1001-1382.2005.09.015 [13] 郑哲敏, 杨振声.爆炸加工[M].北京:国防工业出版社, 1981:14.ZHENG Z M, YANG Z S.Explosion working[M].Beijing:National Defense Industry Press, 1981:14. [14] 史长根, 王耀华, 周春华.爆炸焊接压力焊机理研究[J].解放军理工大学学报, 2002, 3(5):55-58. http://d.old.wanfangdata.com.cn/Periodical/jfjlgdxxb200205013SHI C G, WANG Y H, ZHOU C H.Study on pressure welding mechanism of explosive welding[J].Journal of PLA University of Science and Technology, 2002, 3(5):55-58. http://d.old.wanfangdata.com.cn/Periodical/jfjlgdxxb200205013 -

 下载:
下载:

 点击查看大图
点击查看大图

图(7) / 表(3)
计量
- 文章访问数: 7049
- HTML全文浏览量: 2912
- PDF下载量: 117
